

AGV retrofit kit for the automatic guidance of handling trains for use in light and heavy industry

For some time now, many heavy industry and material handling manufacturers have been equipped with rail mounted conveyor trains to handle loads and transport them from one point to another inside their premises. These handling trains can either be motorised or manual. A pilot operator must be called upon to move them. The operator steers the train’s movements either manually, using a control, or by means of a pilot workstation.
TCM - THOMAS CONSTRUCTIONS MECANIQUES provides you with a standard AGV kit which is compatible with most of the handling trains currently in operation and which can be used to automate the conveyor train’s movements, by performing a simple retrofit operation (upgrading) on the existing equipment. The retrofitted conveyor train automatically moves between different workstations or it can perform various operations on demand, without the need for a pilot operator. The system makes the conveyor train safe: it stops upon encountering an obstacle and automatically restarts its journey once the obstacle is removed.Any type of load of any weight can be transported using this system depending on the operational destination of the equipment to be retrofitted.
Characteristics:
The AGV kit is modular and can be adapted to meet the primary function (shifting movement) of most existing conveyor trains, as well as their secondary operating functions (additional movements, rotations, additional safety features, etc.).
It can be mounted onto most existing conveyor trains without the need to make major technical modifications to them.
It is significantly less expensive than similar technologies currently available on the market : minimal investment, minor modifications to existing equipment, no major additional costs for installation (structural work, purchase of heavy equipment, acquisition of computerised management tools, etc.).

Description of the equipment and concept:
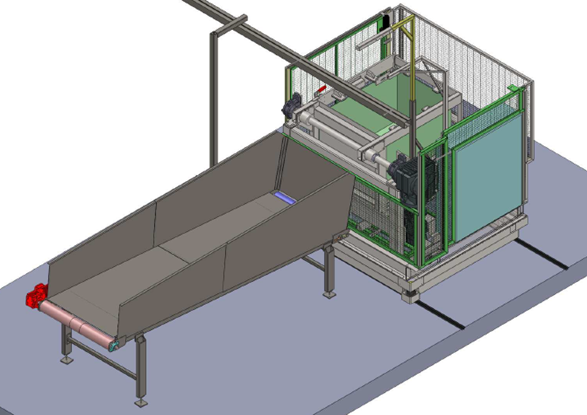
Originally, this conveyor train was equipped with a tipping tray to unload material at the different stations in a manufacturing process. It is mounted on a rail. The tray is moved and turned manually. There are 10 conveyor stations and a garage area on the 1st conveyor station.
The conveyor train performs 2 movements:
- Transfer along the length of the rails (primary function)
- Rotation of the tray (secondary function)
The carriage movement area is 1,600mm wide: ; it interacts with several other areas:
- A stacker passage zone
- Pedestrian passage areas
After the retrofit and installation of the AGV kit, the carriage moves automatically. It stops and restarts automatically when a pedestrian passes by or when it encounters an obstacle.
In normal operation, the carriage only stops in front of a conveyor station.
The equipment for movement control is installed on the mobile carriage.

The installation and commissioning are subject to a safety acceptance process validated by an approved inspection body.
In addition, the machine-user-environment interaction has been made safer using different light signals:
- Light signals:
- fixed green light : “in operation”
- flashing orange light : “carriage is in motion”
- fixed red light : “carriage fault”
- white flashing light : “presence of obstacle in the safety zone while carriage is in motion”; the light will continue to flash for a few seconds after the train has stopped
- Audible signals:
- “carriage is in motion” beep
- “presence of obstacle in the safety zone” beep
- “presence of obstacle in the safety zone while carriage is in motion” continuous sound; the signal will continue to sound for a few seconds after the train has stopped
TCM - THOMAS CONSTRUCTIONS MECANIQUES oversees the entire industrialisation process for the AGV kit, incorporating all the on-site design, manufacturing and development phases and commissioning.